What Are the functions of PCB in electronic equipment?
PCB board is one of the important electronic components in the electronics industry. Almost all electronic equipment, small to electronic watches, calculators, large to supercomputers, communication electronic equipment, military weapon systems, as long as it is able to realize the interconnect between integrated circuits or electronic components, must use printed circuit boards as the carrier for electrical transmission.
PCB Instant Quote
.my-button {
display: inline-block;
padding: 10px 50px;
font-size: 16px;
text-align: center;
text-decoration: none;
background-color: blue;
color: #fffff0;
border: none;
border-radius: 5px;
font-weight: bold;
cursor: pointer;
box-shadow: 0px 2px 5px rgba(0, 0, 0, 0.3);
transition: background-color 0.3s ease, transform 0.3s ease;
}
.my-button:hover {
background-color: #C23C30;
transform: scale(1.05);
}
In larger electronic products, the most important factors in the development and development of printed circuit boards are product design, documentation and product manufacturing. The design and manufacture of printed circuit boards directly affects the quality and cost of the entire electronic product, and often determines the success or failure of a company's business.
The ratio of the output value of printed circuit boards to the output value of electronic equipment is called the input coefficient of printed circuit boards, and the world was 2% to 3% in the 1970s, and it has increased to 6% to 7% in the mid-1990s. This fully shows the important position of printed circuit boards in electronic equipment. In 1999, the total output value of printed circuit boards in the world was $36.3 billion, $40 billion in 2001, $55 billion in 2015, more than $60 billion in 2020, and it is expected that the output value will be close to $80 billion in 2025.
What Are the functions of PCB in electronic equipment are as follows:
1) Provide integrated circuits and other electronic components fixed, assembled and mechanical support carrier.
2) Realize the electrical connection or electrical insulation between various electronic components such as integrated circuits, and provide the required electrical characteristics, such as characteristic impedance.
3) Provide solder resistance graphics for automatic soldering, and provide identification characters and graphics for component installation (including insertion and surface mounting), inspection and maintenance.
Electronic equipment after the use of PCBs to achieve the consistency of the same kind of printed circuit boards, so as to avoid manual wiring errors, and can achieve automatic insertion or installation of electronic components, automatic soldering, automatic detection, to ensure the quality of electronic equipment, improve labor productivity, reduce costs, and easy maintenance.
Printed circuit boards have developed from single-sided to double-sided, multi-layer, flexible and rigid flexible combinations, and still maintain their respective development trends. Due to the continuous development to the direction of high precision, high density, ultra-thin and high reliability, and constantly reducing the size, reducing the cost and improving the performance, the printed circuit board still maintains a strong vitality in the development process of electronic equipment in the future, and has become an indispensable part in the electronic information industry. [1]
History, Classification and Characteristics of PCBs
Early PCB Manufacturing Process
The first printed circuit board was produced in Japan in 1936. But the work that Beis gave its very meaning was the father of England
Dr. Eisler did it. In 1940, he borrowed mature processes such as phase, board making, and corrosion in printing technology to create the first printed circuit board with real value on an insulated substrate covered with metal foil. In 1947, the first printed circuit technical seminar was held in the United States, which summarized the main manufacturing methods of printed circuits in the past and summarized them into six categories: coating method, spraying method, molding method, powder method, comparison foot method and chemical deposition method.
However, these methods have failed to achieve large-scale industrial production, and some of them are still in use. If the ceramic substrate manufacturing hybrid circuit applicable to the coating method has been retained as an important technology, the circuit board formed by printing conductive paste on the insulating substrate has gradually received attention and will be promoted to industrialization in the future. In addition, the chemical deposition method is the basis of addition manufacturing printed circuit boards and is still under research and development. [2]
The Development of Modern PCB
The concept of Printed Circuit was first proposed by Dr. Eisler in the United Kingdom in 1936, but at that time it did not arouse the interest of electronic manufacturers. Dr. Eisler was not satisfied with the research and comparison of the original process methods, so he proposed the copper foil corrosion process. It was he who pioneered the current mainstream method of large-scale manufacturing of printed circuits, that is, coating an insulating substrate fully covered with metal foil with etch-resistant ink, and then corroding the unwanted metal foil to form a printed circuit board. In 1942, he glued a paper laminated insulating substrate to a copper box, printed conductive patterns on a screen, and then etched away unwanted copper foil to create a printed circuit board for radios. The technique was languishing in Britain at the time, but was first embraced by the Americans.
In the Second World War, the Americans used the technology invented by Dr. Eisler to manufacture printed circuit boards, which were used in military electronic devices and achieved great success, which attracted the attention of electronic manufacturers. By the early 1950s, the copper foil corrosion method became the most practical printed circuit board manufacturing technology, and began to be widely used. For this reason, Dr. Eisler is also known as the "father of printed circuits."
Since the copper foil corrosion method has become the main method of printed circuit production, printed circuit technology has developed very rapidly, and it has better adapted to the needs of the rapid development of electronic technology. In fact, the development of printed circuits is almost synchronized with the development of semiconductor devices. [3]
50 Years of Development of PCB Technology
PCB Trial Production Period
1950s (manufacturing method is reduced). Before and after the advent of transistors in the 1950s, single-sided printed circuit boards can meet the application needs of transistor radios. Products are mainly civilian electrical appliances, such as radio, television and so on.
Single-sided printed circuit boards are manufactured by using a copper-clad phenolic resin laminate as a substrate, using chemicals to dissolve the unwanted copper filling on the laminate, and the copper circuit left behind is the designed circuit. This production technique is called "subtraction". However, even in some brand electronic manufacturers at that time, the printed circuit board reduction method was still mainly manual operation, in which the corrosion liquid was ferric chloride. The representative application of printed circuit boards at that time was SONY's portable transistor radio, which was a single-sided printed circuit board using phenolic resin laminate as a substrate. In 1958, Japan published the earliest book in the printed circuit industry, namely "Printed Circuit".
In 1955 Japanese companies and the United States N1B1 company to conduct technical cooperation, the manufacture of Yuyang radar. Rayheon specified that PCBs should be copper-coated glass cycled laminates (GE sheets). GF substrate developed by Japan has realized the Marine radar batch must. In 1960, Qi Chong Son Gas Company began to use a large number of GE substrates on a batch of low-production electrical transmission device PCB in 1962, 11 wood m0 core industry will be established. In 1964, Guanguo Optical Circuit Company developed thick copper electroless copper plating ((C:4 liquid), and introduced a new M formation process to manufacture M core board. Hitachi Chemical Corporation introduced CC-4 technology Chuanzi GI: substrate 1PCB production. In the early state should! GE substrate deformation during heating, copper foil stripping and other problems. After the gradual improvement of the material manufacturer, the modified bath was obtained. Since 1965, several material manufacturers in Japan have started to produce GE substrates in batches.
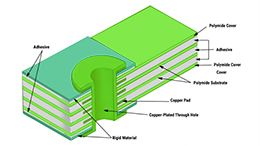
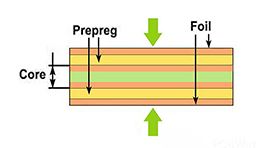
Around 1960, there were "double-sided printed circuit boards" with circuit graphics on both sides and "perforated metalized double-sided printed circuits.
The boards were put into production one after another. At the same time, the "multi-layer printed circuit board" which is remounted by the multi layer printed circuit board has also been developed, and the products are mainly used in precision electronic instruments and military electronic equipment.
Around 1968, medium - and large-scale integrated circuits were already available and put into production. With its corresponding "Kongjin Generic double-sided printed circuit boards have gradually replaced single-sided printed circuit boards, and flexible, folding and bending "flexible printed circuit boards" have also been developed. [4]
PCB Leap
In the 1970s, multi-layer printed circuit boards and new installation methods appeared. After 1970, the emergence of large-scale integrated circuits accelerated the development of printed circuits in the direction of multilayer. Small and versatile electronic computers were also introduced. Communication equipment manufacturers such as Japan Qicheng Electric Company have set up PCB production factories, and PCB professional manufacturing companies have also risen rapidly. At this time, the use of electro board through holes to achieve PCB interlayer interconnection is gradually adopted. In the 10 years from 1972 to 1981, the output value of the Japanese PCB industry increased by about 6 times (the output value in 1972 was 47.1 billion yen, and the output value in 1981 was 302.1 billion yen), which is a leap-forward development record.
Since 1970, the number of PCB layers used by telecommunications companies in electronic switches has reached 3 layers. Since then, the development of large computers has promoted the development of more multi-layer PCBS. The number of PCB layers also starts from 4 layers PCB to 6 layers PCB, 8 layers PCB, 10 layers, 20 layers, 40 layers, 50 layers, and even more layers. At the same time, the PCB has also achieved high density (line refinement, miniaturization of aperture, thin insulation layer), and the line width and spacing have been reduced from 0.5mm to smaller sizes of 0.35mm, 0.2mm, 0.1mm. This makes the PCB wiring density per unit area greatly increased.
In addition, the installation of components on the PCB began a revolutionary change, the original plug-in mounting technology (TMT) gradually developed into a more sophisticated surface mounting technology (SMT). For a long time, the plug-in installation method on the PCB has relied on manual operation, and the successful development of automatic component plug-in has realized the automatic assembly of components. SMT is the use of automatic assembly line, to achieve the PCB on both sides of the electronic components mounting. [5]
Multi-layer PCB Leap
1980s (ultra-high density installed equipment debut. After 1980, with the development of VLics, it combined with high-density multi-layer printed circuits, the emergence of supercomputers with hundreds of millions of operations. In the 10 years from 1982 to 1991, the output value of PCB in Japan increased by about three times (the output value in 1982 was 361.5 billion yen, and in 1991 it was 1,094 billion yen).
In 1986, it was 146.8 billion yen, more than the output value of single printed circuit boards: by 1989, it was 278.4 billion yen, close to the output value of double-sided printed circuit boards, and then M1.13 occupied the main position of printed circuit boards.
After 1980, PCB density increased significantly, forming up to 62 layers of soya glass Yang porcelain based ME.B. ML.B density has effectively driven the fierce competition in mobile phone and computing: computer development. In 1088, Meigen BM Company was the first to bridge up to 42 layers of printed circuit boards used in the production of computers. And now, 80 layers of high-density printed circuit board has been put into use.
The run-up to the 21st century: in the 1990s. After 1901, the Japanese bubble economy burst, and electronic equipment and PCB were greatly affected. After 1994, it gradually recovered, and M1.B and flexible printed circuit boards also began to grow rapidly, while single-printed and 2 layers printed circuit boards minimum began to decline. Since 1998, the lamination method MLB has entered the practical period, the output has increased rapidly, and the miniaturization and high-density packaging in the era of the integrated core (IC) fashion form, the ball grid array (BGA) and the chip level fashion (CSP). With the large-scale development of chip components, surface mounting technology has entered a period of rapid development in this era, and the interconnection density of electronic products has been significantly improved. [6]
PCB Integrated Technology Development Period
In the 21st century, with the development of electronic products in the direction of miniaturization and light travel, especially the emergence of intelligent products and equipment, the installation area of printed circuit board surface components has been greatly limited. The three-dimensional installation of components or IC devices, that is, PCB integration, has become the most important technology for printed circuit board manufacturing in the 2020s. At present, the embedding of electronic components can reduce the area of the printed circuit board by 40%, which can greatly reduce the size of the printed circuit board, thereby giving more area to the battery or other components.
Looking forward to more than 60 years of PCB development has changed greatly. Since the invention of semiconductor transistors in 1947, the shape of electronic devices has changed greatly, and semiconductors have developed from integrated circuits (ics), large-scale integrated circuits (LSI), and very large scale integrated circuits (VLSI) to high integration. More integrated IC packaging methods such as multi-chip component (MCM), ball-grid array (BGA) and chip-level package (CSP) have been developed. In the 21st century, the research of printed circuit board technology will continue to strive for the realization of high-density, miniaturization, lightweight and high integration of electronic products, and the innovative technology "nanotechnology" that dominates the 21st century will also promote the development of printed circuit products and technologies. [7]
A Sign of the Level of PCB Technology
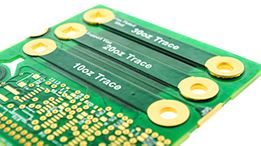
There are many indicators to evaluate the technical level of printed circuit boards, but the size of the wiring density on printed circuit boards has become an important factor to judge the level of products. In the printed circuit board, the number of wires that can be laid between the two pads on the intersection of the 2.50mm or 2.54mm standard grid will be used as an important parameter to quantitatively evaluate the wiring density of the printed circuit board.
1) A wire is arranged between the two pads, which is a low-density printed circuit board with a wire width greater than 0.3mm.
2) Two wires are arranged between two pads, which is a medium density printed circuit board with a wire width of about 0.2mm.
3) Three wires are arranged between the two pads, which is a high-density printed circuit board with a wire width of 0.1~0.15mm.
4) Four wires are laid between the two pads, which can be counted as ultra-high density printed circuit boards, with a line width of 0.05 ~0.08mm. Of course, for multi-layer printed circuit boards, the aperture size and the number of layers should also be used as a comprehensive measurement mark. [8]
Reference
[1] [2] [3] [4] [5] [6] [7] [8] He Wei, PCB Basic Electrical Information Science and Technoloy, China Machine Press,2-7
PCB Knowledge ⋅ 11/25/2024 16:50